


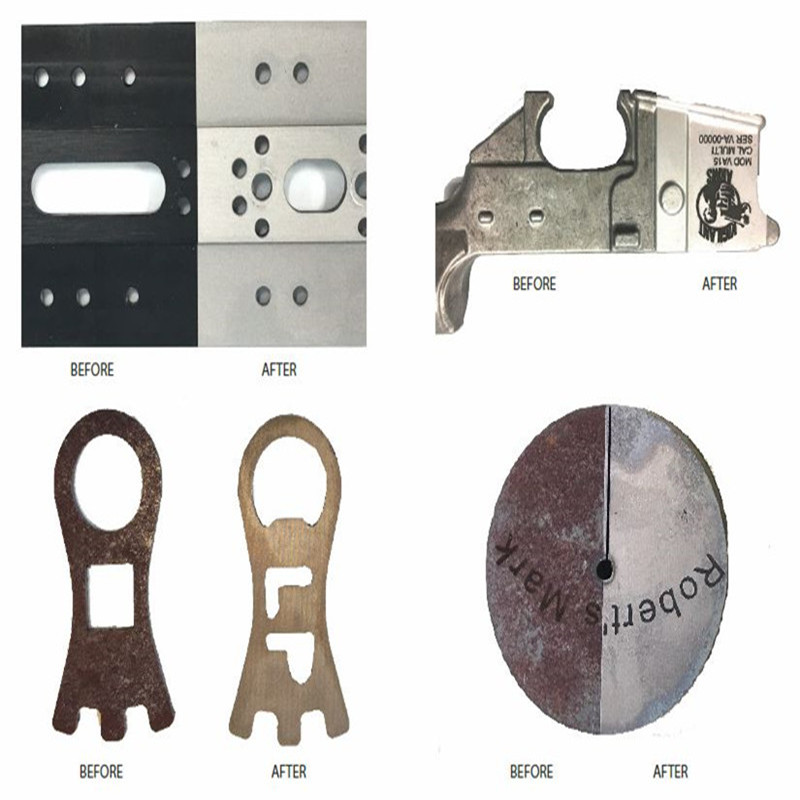



Paqijkirina pîşesaziyê ya kevneşopî gelek rêbazên paqijkirinê hene, ku piraniya wan bi karanîna ajanên kîmyewî û rêbazên mekanîkî têne paqijkirin. Lê paqijkirina bi fîber lazer xwedî taybetmendiyên bê hûrkirin, bê têkilî, bê bandora germî ye û ji bo cûrbecûr materyalan guncaw e. Ew wekî çareseriya pêbawer û bibandor a heyî tê hesibandin.
Lazera pulsasyonê ya hêza bilind a taybet ji bo paqijkirina lazerê xwedî hêzek navînî ya bilind (200-2000W), enerjiya pulsa yekane ya bilind, derana xala homojenkirî ya çargoşe an gilover, karanîn û lênêrînek hêsan, û hwd. Ew di dermankirina rûyê qalibê, çêkirina otomobîlan, pîşesaziya çêkirina keştiyan, pîşesaziya petrokimyayî, û hwd. de tê bikar anîn. Hilbijartina îdeal ji bo sepanên pîşesaziyê yên wekî çêkirina lastîkên lastîkî. Lazer dikarin paqijkirin û amadekirina rûyê bi leza bilind di hema hema hemî pîşesaziyan de peyda bikin. Pêvajoya kêm-lênêrîn û bi hêsanî otomatîk dikare ji bo rakirina rûn û rûnê, rakirina boyax an pêçan, an guherandina tevnvîsa rûyê were bikar anîn, mînakî zêdekirina hişkbûnê da ku zeliqandinê zêde bike.
Carmanhaas pergala paqijkirina lazer a profesyonel pêşkêş dike. Çareseriyên optîkî yên ku bi gelemperî têne bikar anîn: tîrêjê lazerê rûyê xebatê bi rêya galvanometreyê dişopîne.
sîstem û lensa skankirinê ji bo paqijkirina tevahiya rûyê xebatê. Bi berfirehî di paqijkirina rûyê metal de tê bikar anîn, çavkaniyên lazerê yên enerjiya taybet dikarin ji bo paqijkirina rûyê ne-metalîk jî werin bikar anîn.
Pêkhateyên optîkî bi giranî modula kolîmasyonê an berfirehkera tîrêjê, pergala galvanometreyê û lensa skenkirinê ya F-THETA dihewîne. Modula kolîmasyonê tîrêjê lazerê yê cihêreng vediguherîne tîrêjek paralel (goşeya cihêrengiyê kêm dike), pergala galvanometreyê xwarbûna tîrêjê û skenkirinê pêk tîne, û lensa skenkirinê ya F-Theta fokuskirina tîrêjê ya yekreng pêk tîne.
1. Enerjiya yek pulsa bilind, hêza lûtkeya bilind;
2. Kalîteya tîrêjê bilind, geşiya bilind û xala derketinê ya homojenkirî;
3. Derana bilind a stabîl, hevgirtinek çêtir;
4. Firehiya pulsê kêmtir bike, bandora kombûna germê di dema paqijkirinê de kêm bike;
5. Materyalên aşınker nayên bikar anîn, û di veqetandin û avêtina gemaran de pirsgirêk tune ne;
6. Çareserkêr nayên bikaranîn - pêvajoyek bê kîmyewî û dostê jîngehê ye;
7. Hilbijartina cîhî - tenê paqijkirina qada pêwîst, bi paşguhkirina herêmên ne girîng dem û lêçûnan teserûf dike;
8. Pêvajoya bêtemas qet qalîteyê kêm nake;
9. Pêvajoyek bi hêsanî otomatîkkirî ku dikare bi jiholêrakirina kedê lêçûnên xebitandinê kêm bike û di heman demê de di encaman de hevgirtinek mezintir peyda bike.
| Danasîna Beşê | Dirêjahiya Fokusê (mm) | Qada Skenkirinê (mm) | Dûrahiya Xebatê (mm) | Vebûna Galvo (mm) | Erk |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W CW |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W CW |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Têbînî: *WC tê wateya Lensa Scan bi sîstema sarkirina avê
Paqijkirina bi lazerê li gorî rêbazên kevneşopî gelek avantaj pêşkêş dike. Çareseran nagire nav xwe û ti materyalek aşındêr tune ku were destgirtin û avêtin. Li gorî pêvajoyên din ên ku kêmtir hûrgulî ne, û pir caran pêvajoyên destî ne, paqijkirina bi lazerê kontrolkirî ye û tenê dikare li ser deverên taybetî were sepandin.
